


公司官方网站")

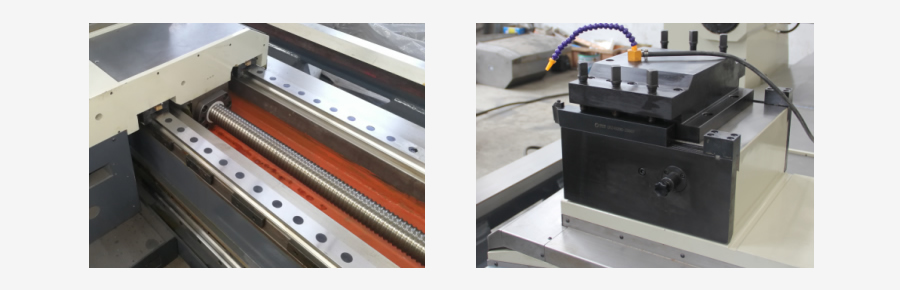
CK8450H 数控轧辊车床床身采用2+3重载型直线滚动导轨结构,即床身水平布置2根矩形导轨提供尾座的运动和定位,与其平行布置的2根重载型直线滚动导轨提供床鞍的运动和定位,并在床身前侧垂直面上设置一根直线滚动导轨作床鞍的辅助支撑。以此保证床鞍、刀架除具有很好的承载刚性,更有优良的系统响应灵敏度和动态精度。
床鞍刀架采用了AO型整体刀架方案。该刀架可以提高机床车削过程中的刀杆的刚性,减少振动。并通过调节刀架位置适应深槽孔型的轧辊加工。此刀架方案在德国HERKULES公司的轧辊车床上应用的十分有效。车削高硬度轧辊外圆时,单边一次性切削深度能达到10mm。
我公司还可以按照客户要求选择配置数控刀架(建议加工型材客户选用电动刀架)。
机床配有自动编程软件,对话式操作系统可对轧辊外圆、孔型进行自动编程,减轻了烦琐的编程工作。而且经优化生成的加工程序有效的减少空程进给时间,提高了切削工作效率。
技术参数:
|
型号
|
工件材质
|
最大工件直径
|
长度
|
机床承重
|
切削方式
|
主轴锥孔
|
主轴功率及控制方式
|
主轴转速
|
花盘最大扭矩
|
|
CK8450
|
所有材质轧辊
|
Φ500mm
|
2500mm/3500mm
|
4T/6T
|
自动宏程序、软件编程
|
MS8#
|
30KW变频调速或伺服主轴
|
两档5~350r/min
|
12KN
|
|
CK8450H
|
同上
|
Φ500mm
|
2500mm
|
4T/6T
|
自动宏程序、软件编程
|
MS8#
|
30KW
变频调速或伺服主轴 |
两档5~350r/min
|
12KN
|
|
型号
|
尾座主轴锥度
|
快速进给速度
|
精度
|
中心高
|
导轨形式
|
机床外形尺寸
|
重量
|
控制系统
|
|
CK8450
|
MS6#
|
3000mm/min
|
0.001mm
|
400mm
|
4+1硬轨
|
5750(6900)
×2140×1840mm |
10T
|
西门子
|
|
CK8450H
|
MS6#
|
6000mm/min
|
0.001mm
|
400mm
|
2+3线轨
|
5600×2100×1830mm
|
10T
|
西门子
|
地址:江苏省南通市港闸区八一工业园兴和路3号
电话:+86-513-85636116
传真:+86-513-85569518
E-mail:nantongjingyu@163.com
网址:www.campanilechiara.com
